

Das Hochleistungs-Thermoplast PEEK (Polyetheretherketon) wird für seine herausragende chemische und thermische Stabilität in anspruchsvollen Anwendungen geschätzt. Beim Formen von PEEK müssen einige Dinge beachtet werden, darunter nicht zuletzt die Verwendung beheizter Formen, die Materialfestigkeit und die erforderlichen speziellen Verarbeitungstechniken.
Da PEEK beim Spritzgießen erhitzt werden muss, ist in der Form ein zuverlässiges Heiz- und Temperaturmesssystem erforderlich. Diese müssen dafür sorgen, dass die Form auch bei hohen Temperaturen und Drücken stabil genug bleibt.
Bei der Verwendung von faserverstärkten PEEK-Polymeren steigen die Anforderungen an die Formmaterialien erheblich, da sich die Lebensdauer der Form verkürzen kann.
Beim PEEK-Spritzguss gibt es einige Dinge zu beachten, von denen einige wichtig sind.
PEEK-Spritzgussteile ähneln in ihrer Struktur Standardformen, erfordern jedoch besondere Überlegungen:

Um optimale Ergebnisse zu erzielen, sollte das PEEK-Harz weniger als 0,021 TP3T w/w der körnigen Polymere enthalten und daher getrocknet werden, bis die atmosphärische Feuchtigkeitsaufnahme unter 0,51 TP3T w/w liegt. Das getrocknete PEEK-Harz kann dann in einen Umluftofen gegeben und beispielsweise mindestens 3 Stunden lang bei 150 ℃ oder 2 Stunden lang bei 160 ℃ getrocknet werden.
Beim Trocknen im Trockenschrank sollte die Dicke des Rohmaterials in der Schale nicht größer als 25 mm sein und eine Beschattung vermieden werden.
Das reine Peek-Harz und das Rest-Peek-Harz können recycelt und ineinander injiziert werden.
Die Verwendung von recyceltem Peek-Harz (ohne Füllstoffe) sollte 30 Prozent des Gesamtgewichts nicht überschreiten und die Verwendung von recyceltem Peek-Harz mit Füllstoffen sollte 10 Prozent des Gesamtgewichts nicht überschreiten.
Wir untersuchen, ob das Peak-Polymer bei 360 °C abgebaut wird, wenn die Maschine während des Schmelzvorgangs abgeschaltet wird, unter der Bedingung, dass die Polymerverweilzeit 1 Stunde nicht überschreitet. Umgekehrt wird das Material nur unwesentlich abgebaut, wenn die Maschine länger als 1 Stunde außer Betrieb ist.
Wenn die Verarbeitung jedoch länger als eine Stunde dauert, muss die Temperatur des Zylinders auf 340 °C gesenkt werden. Bei 340 °C kann das Peak-Polymer einige Stunden aufbewahrt werden, um seine Stabilität aufrechtzuerhalten. Bei einer weiteren Verarbeitung muss die Temperatur des Zylinders nach mehr als drei Stunden erhöht werden. Der Zylinder muss gereinigt werden.
Der maximale Schmelzpunkt liegt bei 343 °C, sodass herkömmliche Maschinen, die hohe Schmelztemperaturen im Bereich von 360 °C bis 400 °C aufrechterhalten können, einen geschmolzenen Zustand erreichen können.
Die kurze Verweilzeit des PEEK-Polymers ist wichtig, da die Lebensdauer des Bauteils während der Verarbeitung aufgrund der hohen Temperaturen begrenzt ist. Die ideale Laufkapazität beträgt das 2- bis 5-fache des Gesamtgewichts des Schusses.
Der Schmelzpunkt von PEEK ist sehr hoch und wenn die Temperatur zu stark absinkt, erstarrt die Schmelze selbst unter 343 °C schnell. Daher muss an der Düse eine ausreichend große Heizung installiert werden, um zu verhindern, dass es durch den Temperaturabfall zu einer „kalten Injektion“ kommt.
Ein Mindest-L/D-Verhältnis von 16:1 wird empfohlen, es wird jedoch angenommen, dass Verhältnisse zwischen 18:1 und 24:1 vorzuziehen wären.
Unverstärkte Qualität – 360–380 °C; verstärkte Qualität – 380–400 °C.
Die Oberflächentemperatur der Form beträgt 175–205 °C.
Allgemeiner Einspritzdruck von 70–140 MPa.
Mittlere bis hohe Geschwindigkeit.
Es wird empfohlen, den Gegendruck auf 0–1,0 MPa (0–10 kgf/cm2) einzustellen.
Die Schneckendrehzahl liegt üblicherweise bei 50 bis 100 U/min. Bei Güten mit hohem Ausgleichsvermögen sollte die Schneckendrehzahl niedriger eingestellt werden als bei Güten mit Verstärkungsvermögen.
Ungefüllte Qualitäten schrumpfen mit einer Rate von ungefähr 1,2–2,41 TP3T und gefüllte Qualitäten schrumpfen mit einer Rate von 0,1–1,11 TP3T.
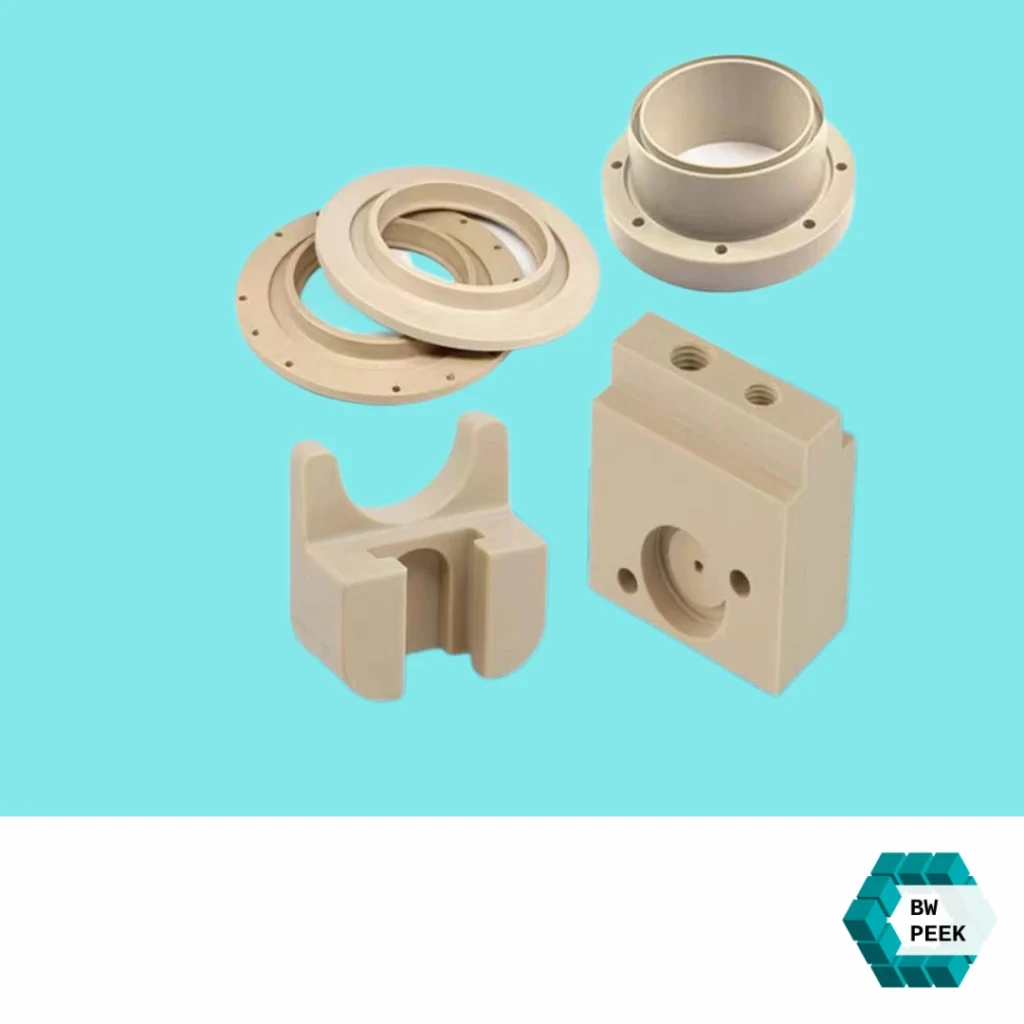
Es können sekundäre Verarbeitungsschritte wie Kleben, Gewindeschneiden, Pressen, Metalleinlagen, Schneiden und Oberflächenmetallisierung durchgeführt werden.
Wenn innere Spannungen nicht kontrolliert werden, kann es zu Verformungen kommen. Zu den wichtigsten Faktoren gehören:
Diese PEEK-Komponenten werden einer sekundären Verarbeitung unterzogen, z. B. Kleben, Gewindeschneiden und Bearbeiten. Die Verformung darf jedoch nicht ohne Kontrolle der inneren Spannungen erfolgen.
Umgang mit internem Stress
PEEK-Platten
PEEK-Teile
PEEK-Schläuche
PEEK-Dichtungen und -Ringe
PEEK-Lager
PEEK-Ventile
Medizinische Implantate aus PEEK

Der ideale Hersteller für den PEEK-Spritzguss sollte über Erfahrung verfügen, wenn es darum geht, Risiken zu minimieren. Die Erfahrung kann sowohl für die Gestaltung der Form als auch für die Festlegung der Verarbeitungsparameter zur Optimierung von Leistung und Qualität genutzt werden.
BW PEEK verfügt über moderne Produktionskapazitäten wie kontinuierliche Extruder, große horizontale und vertikale Spritzgussmaschinen, Präzisions-Peek-Spritzgussmaschinen und CNC-Bearbeitungszentren. Wir sind in der Lage, Extrusions-, Spritzguss- oder Kompressionsformen nach Kundenspezifikationen zu entwerfen und herzustellen, wodurch hochwertige Muster und Massenproduktion garantiert sind.