
ਉੱਚ-ਪ੍ਰਦਰਸ਼ਨ ਵਾਲੇ ਥਰਮੋਪਲਾਸਟਿਕ ਰਾਲ ਪੀਕ (ਪੌਲੀਥਰ ਈਥਰ ਕੇਟੋਨ) ਨੂੰ ਮੰਗ ਕਰਨ ਵਾਲੀਆਂ ਐਪਲੀਕੇਸ਼ਨਾਂ ਵਿੱਚ ਇਸਦੀ ਸ਼ਾਨਦਾਰ ਰਸਾਇਣਕ ਅਤੇ ਥਰਮਲ ਸਥਿਰਤਾ ਲਈ ਕੀਮਤੀ ਹੈ। PEEK ਨੂੰ ਮੋਲਡਿੰਗ ਕਰਦੇ ਸਮੇਂ, ਮੁੱਠੀ ਭਰ ਚੀਜ਼ਾਂ 'ਤੇ ਵਿਚਾਰ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ, ਜਿਨ੍ਹਾਂ ਵਿੱਚੋਂ ਘੱਟ ਤੋਂ ਘੱਟ ਗਰਮ ਮੋਲਡਾਂ, ਸਮੱਗਰੀ ਦੀ ਤਾਕਤ, ਅਤੇ ਲੋੜੀਂਦੀਆਂ ਵਿਸ਼ੇਸ਼ ਪ੍ਰਕਿਰਿਆ ਤਕਨੀਕਾਂ ਦੀ ਵਰਤੋਂ ਸ਼ਾਮਲ ਨਹੀਂ ਹੈ।
ਜਿਵੇਂ ਕਿ ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਦੌਰਾਨ ਪੀਕ ਨੂੰ ਗਰਮ ਕਰਨ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ, ਉੱਲੀ ਵਿੱਚ ਇੱਕ ਭਰੋਸੇਯੋਗ ਹੀਟਿੰਗ ਅਤੇ ਤਾਪਮਾਨ ਮਾਪਣ ਪ੍ਰਣਾਲੀ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ। ਉਹਨਾਂ ਨੂੰ ਉੱਚ ਤਾਪਮਾਨਾਂ ਅਤੇ ਦਬਾਅ ਹੇਠ ਉੱਲੀ ਨੂੰ ਕਾਫ਼ੀ ਮਜ਼ਬੂਤ ਰੱਖਣ ਦੀ ਜ਼ਰੂਰਤ ਹੁੰਦੀ ਹੈ।
ਫਾਈਬਰ-ਰੀਇਨਫੋਰਸਡ PEEK ਪੌਲੀਮਰ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਸਮੇਂ ਉੱਲੀ ਸਮੱਗਰੀ ਲਈ ਲੋੜਾਂ ਕਾਫ਼ੀ ਵੱਧ ਜਾਂਦੀਆਂ ਹਨ, ਕਿਉਂਕਿ ਉੱਲੀ ਦੇ ਚੱਕਰ ਦੀ ਉਮਰ ਨੂੰ ਛੋਟਾ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ।
PEEK ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਦੌਰਾਨ ਨਿਗਰਾਨੀ ਕਰਨ ਲਈ ਕੁਝ ਚੀਜ਼ਾਂ ਹਨ, ਜਿਨ੍ਹਾਂ ਵਿੱਚੋਂ ਕੁਝ ਮਹੱਤਵਪੂਰਨ ਹਨ।
PEEK ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਬਣਤਰ ਵਿੱਚ ਮਿਆਰੀ ਮੋਲਡਾਂ ਦੇ ਸਮਾਨ ਹੈ ਪਰ ਖਾਸ ਵਿਚਾਰਾਂ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ:

ਵਧੀਆ ਨਤੀਜੇ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ, PEEK ਰਾਲ ਦਾਣੇਦਾਰ ਪੌਲੀਮਰਾਂ ਦੇ 0.02% w/w ਤੋਂ ਘੱਟ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ, ਅਤੇ ਇਸਲਈ 0.5% ਡਬਲਯੂ/ਡਬਲਯੂ ਦੇ ਵਾਯੂਮੰਡਲ ਵਿੱਚ ਨਮੀ ਸੋਖਣ ਤੱਕ ਸੁੱਕ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ। ਸੁੱਕੇ PEEK ਰਾਲ ਨੂੰ ਫਿਰ ਇੱਕ ਏਅਰ ਸਰਕੂਲੇਸ਼ਨ ਓਵਨ ਵਿੱਚ ਰੱਖਿਆ ਜਾ ਸਕਦਾ ਹੈ ਅਤੇ ਉਦਾਹਰਨ ਲਈ ਘੱਟੋ ਘੱਟ 3 ਘੰਟਿਆਂ ਲਈ 150 ℃, ਜਾਂ 2 ਘੰਟਿਆਂ ਲਈ 160 ℃ ਵਿੱਚ ਸੁੱਕਿਆ ਜਾ ਸਕਦਾ ਹੈ।
ਸੁਕਾਉਣ ਵਾਲੇ ਓਵਨ ਵਿੱਚ ਸੁਕਾਉਣ ਲਈ, ਟਰੇ ਵਿੱਚ ਕੱਚੇ ਮਾਲ ਦੀ ਮੋਟਾਈ 25 ਮਿਲੀਮੀਟਰ ਤੋਂ ਵੱਧ ਨਹੀਂ ਹੋਣੀ ਚਾਹੀਦੀ।, ਅਤੇ ਛਾਂ ਨੂੰ ਰੋਕਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।
ਸ਼ੁੱਧ ਪੀਕ ਰਾਲ ਅਤੇ ਬਚੀ ਹੋਈ ਪੀਕ ਰਾਲ ਨੂੰ ਰੀਸਾਈਕਲ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ ਅਤੇ ਇੱਕ ਦੂਜੇ ਵਿੱਚ ਟੀਕਾ ਲਗਾਇਆ ਜਾ ਸਕਦਾ ਹੈ।
ਰੀਸਾਈਕਲ ਕੀਤੇ ਪੀਕ ਰਾਲ (ਫਿਲਰਾਂ ਤੋਂ ਬਿਨਾਂ) ਦੀ ਵਰਤੋਂ ਕੁੱਲ ਭਾਰ ਦੇ 30 ਪ੍ਰਤੀਸ਼ਤ ਤੋਂ ਵੱਧ ਨਹੀਂ ਹੋਣੀ ਚਾਹੀਦੀ ਅਤੇ ਫਿਲਰਾਂ ਦੇ ਨਾਲ ਰੀਸਾਈਕਲ ਕੀਤੀ ਪੀਕ ਰਾਲ ਕੁੱਲ ਦੇ 10 ਪ੍ਰਤੀਸ਼ਤ ਤੋਂ ਵੱਧ ਨਹੀਂ ਹੋਣੀ ਚਾਹੀਦੀ।
ਅਸੀਂ ਜਾਂਚ ਕਰਦੇ ਹਾਂ ਕਿ ਕੀ ਪੀਕ ਪੋਲੀਮਰ ਨੂੰ 360°C 'ਤੇ ਡੀਗਰੇਡ ਕੀਤਾ ਗਿਆ ਹੈ ਜੇਕਰ ਮਸ਼ੀਨ ਪਿਘਲਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਦੇ ਦੌਰਾਨ ਇਸ ਸਥਿਤੀ ਵਿੱਚ ਬੰਦ ਕੀਤੀ ਜਾਂਦੀ ਹੈ ਕਿ ਪੋਲੀਮਰ ਨਿਵਾਸ ਸਮਾਂ 1 ਘੰਟੇ ਤੋਂ ਵੱਧ ਨਹੀਂ ਹੈ। ਇਸ ਦੇ ਉਲਟ, ਜੇ ਮਸ਼ੀਨ 1 ਘੰਟੇ ਤੋਂ ਵੱਧ ਸਮੇਂ ਲਈ ਅਸਮਰੱਥ ਹੁੰਦੀ ਹੈ ਤਾਂ ਸਮੱਗਰੀ ਮਾਮੂਲੀ ਤੌਰ 'ਤੇ ਘਟ ਜਾਂਦੀ ਹੈ।
ਪਰ ਜੇ ਇਹ ਇੱਕ ਘੰਟੇ ਤੋਂ ਵੱਧ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਬੈਰਲ ਦਾ ਤਾਪਮਾਨ 340 ℃ ਤੱਕ ਘਟਾਇਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ, 340 ℃ ਤੇ, ਪੀਕ ਪੌਲੀਮਰ ਨੂੰ ਕੁਝ ਘੰਟਿਆਂ ਲਈ ਰੱਖਿਆ ਜਾ ਸਕਦਾ ਹੈ ਤਾਂ ਜੋ ਪ੍ਰੋਸੈਸਿੰਗ ਵਿੱਚ ਇਸਦੀ ਨਿਰੰਤਰਤਾ ਦੀ ਸਥਿਰਤਾ ਨੂੰ ਕਾਇਮ ਰੱਖਿਆ ਜਾ ਸਕੇ, ਬੈਰਲ ਦੇ ਤਾਪਮਾਨ ਵਿੱਚ ਵਾਧਾ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ ਜਿਵੇਂ ਕਿ 3 ਤੋਂ ਵੱਧ. ਘੰਟੇ, ਬੈਰਲ ਸਾਫ਼ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ.
343 ਡਿਗਰੀ ਸੈਲਸੀਅਸ 'ਤੇ ਪੀਕ ਪਿਘਲਣ ਦਾ ਬਿੰਦੂ ਹੈ ਇਸਲਈ ਰਵਾਇਤੀ ਮਸ਼ੀਨਾਂ ਜੋ 360˚C ਤੋਂ 400 °C ਸੀਮਾ ਵਿੱਚ ਉੱਚ ਪਿਘਲਣ ਵਾਲੇ ਤਾਪਮਾਨ ਨੂੰ ਰੱਖ ਸਕਦੀਆਂ ਹਨ, ਇੱਕ ਪਿਘਲੀ ਅਵਸਥਾ ਦੇ ਸਮਰੱਥ ਹਨ।
PEEK ਪੌਲੀਮਰ ਦਾ ਛੋਟਾ ਨਿਵਾਸ ਸਮਾਂ ਜ਼ਰੂਰੀ ਹੈ ਕਿਉਂਕਿ ਪ੍ਰੋਸੈਸਿੰਗ ਦੌਰਾਨ ਹਿੱਸੇ ਦਾ ਜੀਵਨ ਸੀਮਤ ਹੁੰਦਾ ਹੈ, ਉੱਚ ਤਾਪਮਾਨ ਨੂੰ ਧਿਆਨ ਵਿੱਚ ਰੱਖਦੇ ਹੋਏ. ਆਦਰਸ਼ ਬੈਰਲ ਸਮਰੱਥਾ ਸ਼ਾਟ ਦੇ ਕੁੱਲ ਭਾਰ ਤੋਂ 2 ਤੋਂ 5 ਗੁਣਾ ਹੈ।
PEEK ਪਿਘਲਣ ਦਾ ਬਿੰਦੂ ਬਹੁਤ ਉੱਚਾ ਹੁੰਦਾ ਹੈ ਅਤੇ ਜੇਕਰ ਤਾਪਮਾਨ ਬਹੁਤ ਘੱਟ ਜਾਂਦਾ ਹੈ ਤਾਂ ਪਿਘਲਣਾ 343 ਡਿਗਰੀ ਸੈਲਸੀਅਸ ਤੋਂ ਹੇਠਾਂ ਵੀ ਤੇਜ਼ੀ ਨਾਲ ਠੋਸ ਹੋ ਜਾਂਦਾ ਹੈ। ਇਸ ਲਈ, ਤਾਪਮਾਨ ਵਿਚ ਗਿਰਾਵਟ ਕਾਰਨ 'ਕੋਲਡ ਇੰਜੈਕਸ਼ਨ' ਨੂੰ ਰੋਕਣ ਲਈ ਨੋਜ਼ਲ 'ਤੇ ਇਕ ਵੱਡਾ ਹੀਟਰ ਲਗਾਉਣਾ ਪੈਂਦਾ ਹੈ।
16:1 ਦੇ ਘੱਟੋ-ਘੱਟ L/D ਅਨੁਪਾਤ ਦੀ ਸਿਫ਼ਾਰਸ਼ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਹਾਲਾਂਕਿ, ਇਹ ਮਹਿਸੂਸ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਕਿ 18:1 ਅਤੇ 24:1 ਦੇ ਵਿਚਕਾਰ ਅਨੁਪਾਤ ਨੂੰ ਤਰਜੀਹ ਦਿੱਤੀ ਜਾਵੇਗੀ।
ਗੈਰ-ਮਜਬੂਤ ਗ੍ਰੇਡ - 360-380℃; ਮਜਬੂਤ ਗ੍ਰੇਡ - 380-400℃.
ਉੱਲੀ ਦੀ ਸਤਹ ਦਾ ਤਾਪਮਾਨ 175-205℃ ਹੈ।
70-140MPa ਦਾ ਜਨਰਲ ਇੰਜੈਕਸ਼ਨ ਦਬਾਅ.
ਮੱਧਮ ਤੋਂ ਉੱਚੀ ਗਤੀ।
ਪਿੱਠ ਦੇ ਦਬਾਅ ਨੂੰ 0~1.0 MPa (0~10 kgf/cm2) 'ਤੇ ਸੈੱਟ ਕਰਨ ਦੀ ਸਿਫ਼ਾਰਸ਼ ਕੀਤੀ ਜਾਂਦੀ ਹੈ।
ਪੇਚ ਦੀ ਗਤੀ 50 ਤੋਂ 100rpm ਤੱਕ ਹੁੰਦੀ ਹੈ, ਉੱਚ ਸੰਤੁਲਨ ਗ੍ਰੇਡਾਂ ਲਈ ਪੇਚ ਦੀ ਗਤੀ ਨੂੰ ਮਜ਼ਬੂਤੀ ਵਾਲੇ ਗ੍ਰੇਡਾਂ ਲਈ ਘੱਟ ਚਲਾਉਣਾ ਚਾਹੀਦਾ ਹੈ।
ਭਰੇ ਹੋਏ ਗ੍ਰੇਡ ਲਗਭਗ 1.2–2.4% ਦੀ ਦਰ 'ਤੇ ਸੁੰਗੜਦੇ ਹਨ, ਅਤੇ ਭਰੇ ਹੋਏ ਗ੍ਰੇਡ 0.1–1.1% ਦੀ ਦਰ 'ਤੇ ਸੁੰਗੜਦੇ ਹਨ।
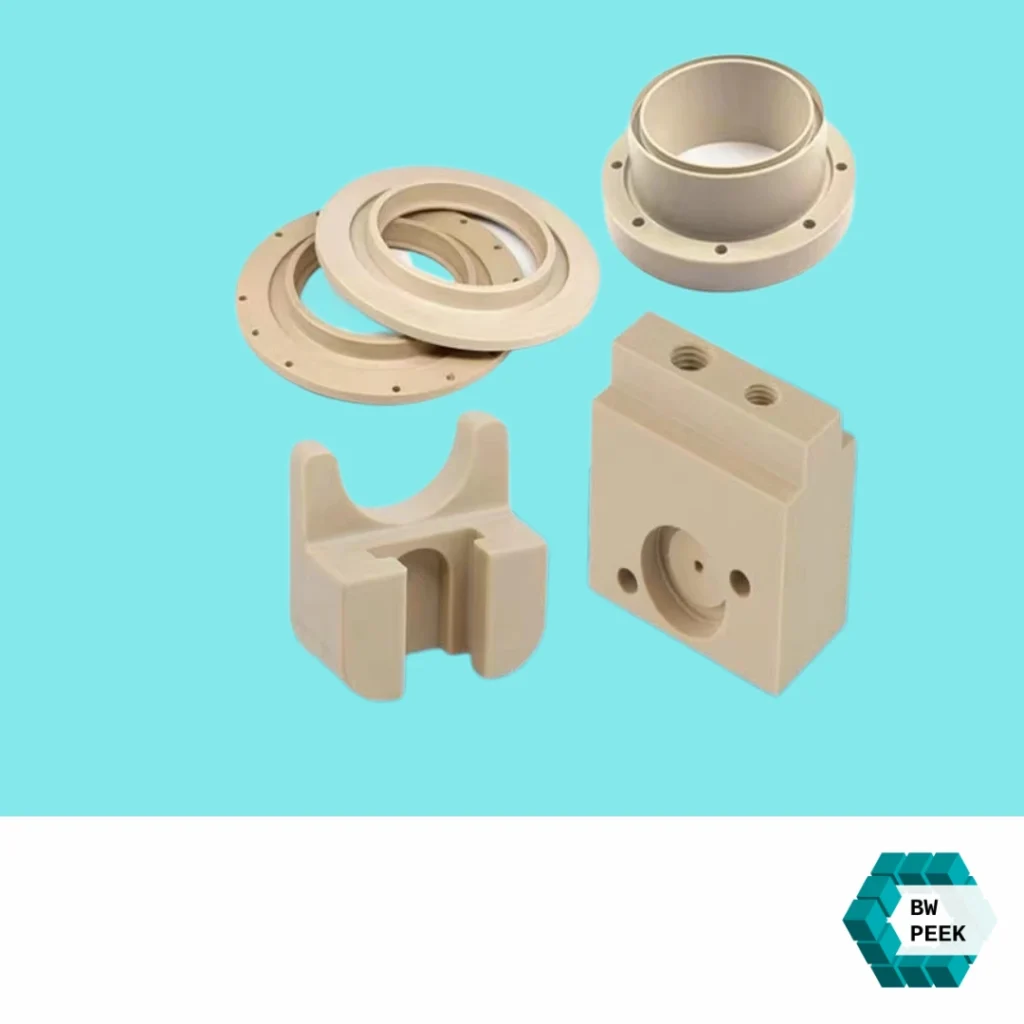
ਇਹ ਸੈਕੰਡਰੀ ਪ੍ਰੋਸੈਸਿੰਗ ਲਈ ਅੱਗੇ ਵਧ ਸਕਦਾ ਹੈ ਜਿਵੇਂ ਕਿ ਬੰਧਨ, ਟੈਪਿੰਗ, ਪ੍ਰੈੱਸਿੰਗ, ਮੈਟਲ ਇਨਸਰਟਸ, ਕਟਿੰਗ, ਅਤੇ ਸਤਹ ਮੈਟਾਲਾਈਜ਼ੇਸ਼ਨ।
ਜੇ ਅੰਦਰੂਨੀ ਤਣਾਅ ਦਾ ਪ੍ਰਬੰਧਨ ਨਹੀਂ ਕੀਤਾ ਜਾਂਦਾ, ਤਾਂ ਵਿਗਾੜ ਹੋ ਸਕਦਾ ਹੈ। ਮੁੱਖ ਕਾਰਕਾਂ ਵਿੱਚ ਸ਼ਾਮਲ ਹਨ:

ਇਹ PEEK ਭਾਗ ਸੈਕੰਡਰੀ ਪ੍ਰੋਸੈਸਿੰਗ ਦੇ ਅਧੀਨ ਹਨ, ਜਿਵੇਂ ਕਿ ਬੰਧਨ, ਟੈਪਿੰਗ, ਅਤੇ ਮਸ਼ੀਨਿੰਗ। ਹਾਲਾਂਕਿ, ਅੰਦਰੂਨੀ ਤਣਾਅ ਦੇ ਪ੍ਰਬੰਧਨ ਤੋਂ ਬਿਨਾਂ ਵਿਗਾੜ ਦੀ ਆਗਿਆ ਨਹੀਂ ਹੈ.
ਅੰਦਰੂਨੀ ਤਣਾਅ ਦਾ ਪ੍ਰਬੰਧਨ

PEEK ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਲਈ ਆਦਰਸ਼ ਨਿਰਮਾਤਾ ਨੂੰ ਅਨੁਭਵ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ ਜਦੋਂ ਇਹ ਜੋਖਮ ਨੂੰ ਘੱਟ ਕਰਨ ਦੀ ਗੱਲ ਆਉਂਦੀ ਹੈ. ਤਜਰਬੇ ਦੀ ਵਰਤੋਂ ਮੋਲਡ ਨੂੰ ਡਿਜ਼ਾਈਨ ਕਰਨ ਦੇ ਨਾਲ-ਨਾਲ ਪ੍ਰਦਰਸ਼ਨ ਅਤੇ ਗੁਣਵੱਤਾ ਨੂੰ ਅਨੁਕੂਲ ਬਣਾਉਣ ਲਈ ਪ੍ਰੋਸੈਸਿੰਗ ਮਾਪਦੰਡਾਂ ਨੂੰ ਸੈੱਟ ਕਰਨ ਲਈ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ।
BW PEEK ਵਿੱਚ ਉੱਨਤ ਉਤਪਾਦਨ ਸਮਰੱਥਾਵਾਂ ਹਨ ਜਿਵੇਂ ਕਿ ਨਿਰੰਤਰ ਐਕਸਟਰੂਡਰ, ਵੱਡੇ ਹਰੀਜੱਟਲ ਅਤੇ ਵਰਟੀਕਲ ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਮਸ਼ੀਨਾਂ, ਸ਼ੁੱਧਤਾ ਪੀਕ ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਮਸ਼ੀਨਾਂ, ਅਤੇ CNC ਮਸ਼ੀਨਿੰਗ ਕੇਂਦਰ। ਅਸੀਂ ਗਾਹਕਾਂ ਦੀਆਂ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਦੇ ਅਨੁਸਾਰ ਐਕਸਟਰਿਊਸ਼ਨ, ਇੰਜੈਕਸ਼ਨ ਜਾਂ ਕੰਪਰੈਸ਼ਨ ਮੋਲਡ ਡਿਜ਼ਾਈਨ ਕਰਨ ਅਤੇ ਬਣਾਉਣ ਦੇ ਯੋਗ ਹਾਂ ਜਿਸ ਲਈ ਉੱਚ-ਗੁਣਵੱਤਾ ਦੇ ਨਮੂਨੇ ਅਤੇ ਵੱਡੇ ਉਤਪਾਦਨ ਦੀ ਗਾਰੰਟੀ ਦਿੱਤੀ ਜਾਂਦੀ ਹੈ।
